服务热线:400-921-0065
分享:



邮箱:
PROBIOTIC@BHNCHINA.COM
服务热线:400-921-0065

Technical requirements
Product service

普罗碳(Pro-C):以多元醇为基础原料,...



氨氮去除菌是针对污水处理厂去除氨氮研发...

除COD菌是由微生物菌种、酶制剂和营养物...

MicroPlex-Oil是针对石油烃类物质以及其...

反硝化菌是针对污水处理反硝化系统研发的...

MicroPlex-UASB 是针对污水处理厌氧系统...

MicroPlex-LF是针对污水处理系统水解酸化...

MicroPlex-S是针对污水处理系统中去除硫...

MicroPlex-AL倍活清污菌是从自然中筛选的...

MicroPlex-ALSH是从自然中筛选的特效微生...

MicroPlex-RL是针对自然水体修复研发的生...

MicroPlex-CW是针对低温环境(比如冬季)...

MicroPlex-Salt是针对盐分较高的废水研发...

简单、高效、经济的Ecosorb除臭剂传送系统,

简单、高效、经济的Ecosorb除臭液传送系统

简单、高效、经济的Ecosorb除臭剂传送系统

Ecosorb®206是一种专门针对苯乙烯的浓缩...

Ecosorb®806是一种广谱除臭剂,兼有Ecoso...

Ecosorb®606是一种广谱精油除臭剂,根据...

生物活性氮Super nitro含有微生物能够直...

Super Phos®是携带能量的磷酸盐(ATP&...

生物菌酶MN是以有机酸、酶为基质的普罗专...

生物菌酶FN是用普罗专有的水溶性多聚物浸...

生物菌酶BN是氮、酶和有机酸的独特的配方...

MicroPlex-SR 是由自然界中筛选出的独特...

MicroPlex-XF 是针对污水处理厂好氧池污...
Our programs and cases

可生化性不稳定/高温/高盐/长...
可生化性不稳定/高温/高盐/长链有机物 解毒、促生,提高系统可生化性,提高微生物对系统的适应能力...

水量水质波动/氨氮超标/提标/...
水量水质波动/氨氮超标/提标/污泥中毒/剩余污泥过多或太少

水量大/易膨胀/SV30偏高/...
水量大/易膨胀/SV30偏高/药剂费用高

水量大/易膨胀/SV30偏高/...
水量大/易膨胀/SV30偏高/药剂费用高

水量水质波动/可生化性不稳定/...
水量水质波动/可生化性不稳定/高温/高盐/大分子有机物/氨氮超标/污泥中毒/启动慢

可生化性差/水质波动/长链有机...
可生化性差/水质波动/长链有机物/污泥中毒/启动慢

水量水质波动/助剂残余/可生化...
水量水质波动/助剂残余/可生化性不稳定/氨氮超标/污泥中毒

染料类可生化性差/水质波动/脱...
染料类可生化性差/水质波动/脱色/氨氮超标/污泥中毒/启动慢

水量大/剩余污泥量大/氨氮超标...
水量大/剩余污泥量大/氨氮超标/总氮超标

水量水质波动/不明物/可生化性...
水量水质波动/不明物/可生化性不稳定/氨氮超标/污泥中毒/启动慢

提高系统抗冲击性和稳定性,建立...
提高系统抗冲击性和稳定性,建立和强化特殊污染物去除微生物菌群,合理控制成本与操作简单。

系统评估:目标系统生物活性评估...
系统评估:目标系统生物活性评估/微生物系统风险预测/污水系统整体评估

评估生化系统的运行状态/提出整...
评估生化系统的运行状态/提出整个污水处理工艺可改善的方面并给出建议/通过定期的评估结果给出系统风险报告和应急方案

...





由于某食品污水处理装置受高浓度废水冲击,系统硝化作用减弱,出水氨氮异常,此问题亟需得到解决。所以需要一套能适应现场高氨氮浓度的生物增效产品,通过应用该产品来达到快速建立生化装置硝化能力。




普罗的生物增效技术方案,操作方便,见效快。







2016年11月21号开始某炼油企业碱渣废水污水处理生化装置生化系统受到冲击,导致出水COD超标,对后端生化...

某外企采用航天炉煤制氢工艺,在开启2台航天炉时,废水处理系统中硝化反应就开始停止并消失。








某石化动力车间污水处理也分含油系统和含盐系统。 其中含盐污水处理流程为:隔油、气浮、水解酸化、一级好氧、中间沉淀、二级好氧、MBR。

2016年11月21号开始某炼油企业碱渣废水污水处理生化装置生化系统受到击,导致出水COD超标,对后端生化系统造成影响。
普罗累计为超过700家客户提供产品和技术服务


















Why trust probiotic?

微生物激活、平衡的促生技术; 高效输送营养的微碳技术。
7*24小时服务、定期系统评估、现场无忧服务、 每周技术回访、更多定制服务。
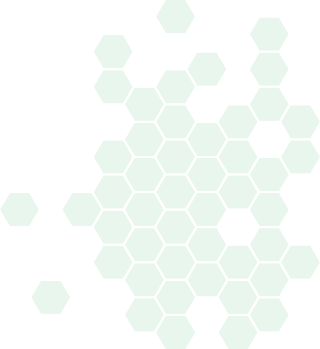
始于 1973 年的美国,50 多个国家的应用经验和丰富案例。 已为700多家废水和废气企业提供产品和服务。 中国石化、中国石油2/3成员企业环保供应商,80%中国造纸企业环保供应商.
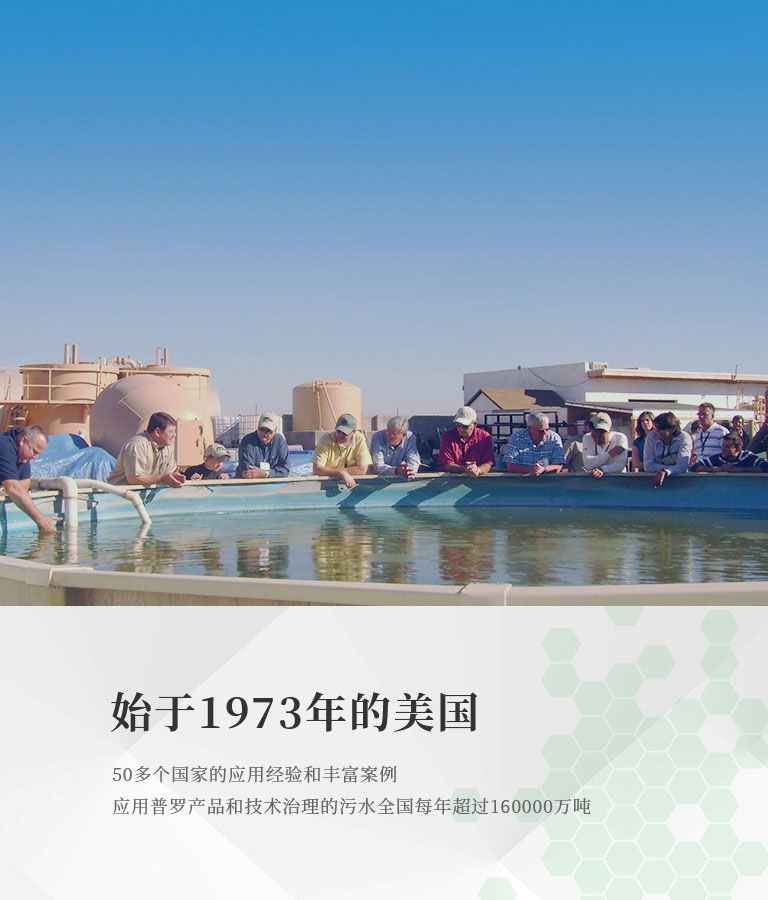
美国和中国的研发中心,独立实验室和检测中心。 全方位菜单式服务体系,从测试、咨询、培训到系统诊断、调试、委托运营。